If you’ve experienced some problems during the printing process and ended up with a failed print, this article may help you find a solution and improve the quality of your future models. Most 3D printing issues are caused by a hardware component failure or wrong software settings, and can easily be fixed with little effort. Here is a list of the most frequent problems you can encounter when printing with Zortrax devices, including explanations which will help you diagnose the problem, and instructions for software settings and hardware repairs. To make it easier for you, each problem is presented in the picture.
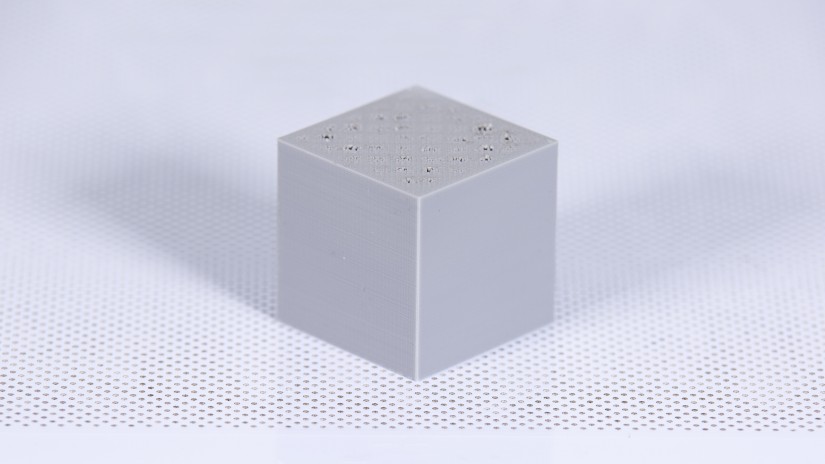
Bottom Layer is Incomplete
Adjusting the print settings is very important as far as the print quality is concerned. Proper settings practically eliminate the risk of weak points in the final look of your model.
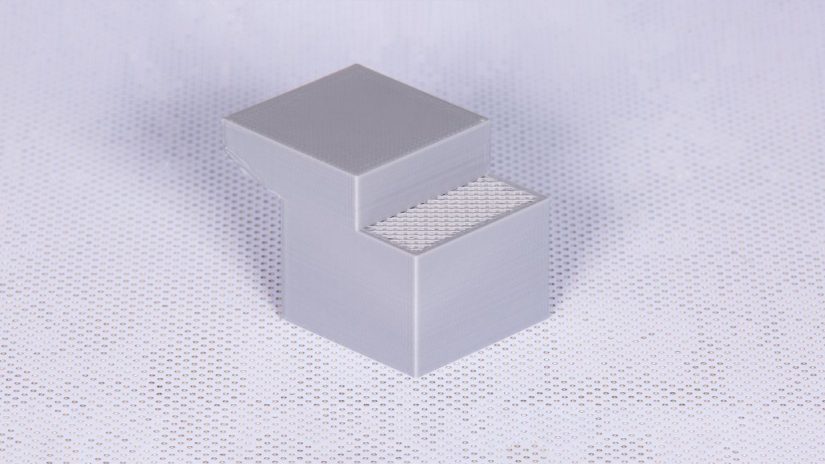
Incomplete bottom layer of a model is one of such weak points. If there are any deficiencies in the bottom layer, it is caused by improper Z-SUITE settings. Go to Advanced Settings while preparing a model and increase the number of BOTTOM layers in the Surface Layers section.
Hanging Strands
Inadequate settings can cause another issue with 3D printed models. There are a few settings in Z-SUITE that you need to adjust to avoid the problem of hanging strands on a model: Support, Layer thickness and Fan speed.
To eliminate such imperfections, increase the value of the Support angle, set the lowest possible Layer thickness and set the Fan speed to 80-100%.
Missing Walls
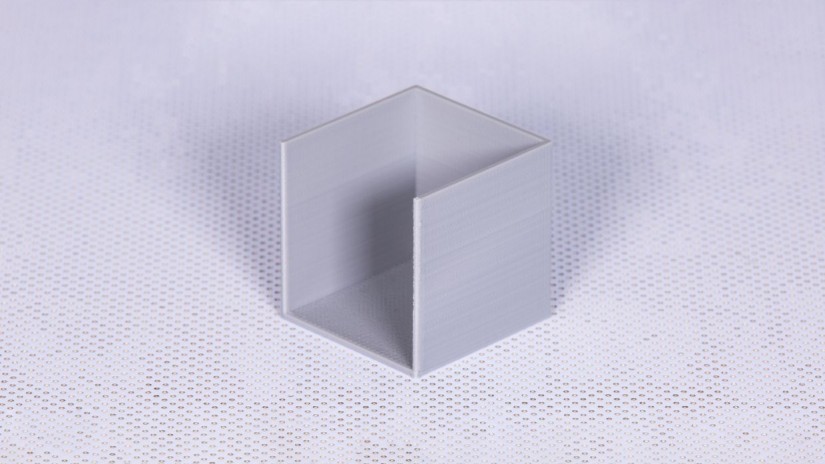
If there are missing walls in the structure of your model, it means that the model has been poorly designed – the walls in the X and Y axes should not be less than 0.4mm.
To solve this problem, you have to redesign the model or place it differently in the workspace in Z-SUITE. Printing sections which are less than 0.4mm is only possible in the Z-axis.
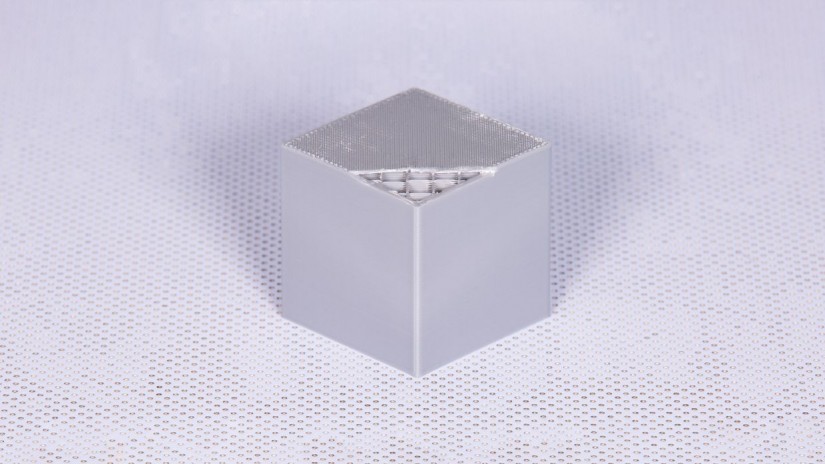
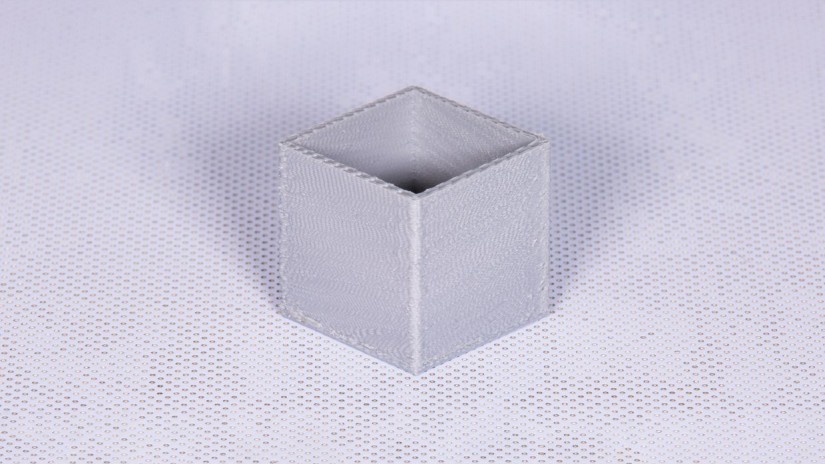
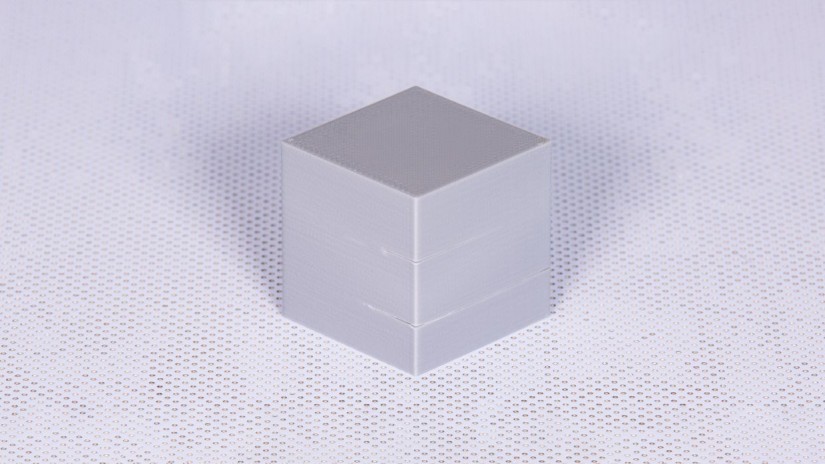
Pillowing
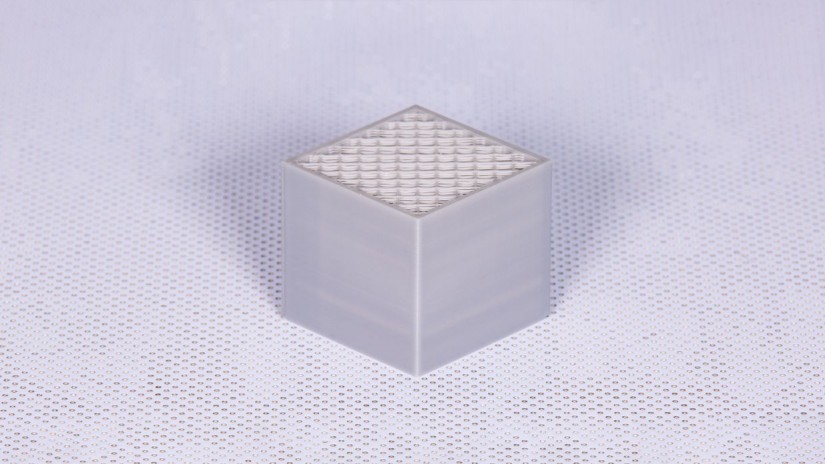
Pillowing is another problem mainly caused by improper settings in Z-SUITE. This effect is always visible on 3D models with flat surfaces and low infill. The top surface can be uneven, and have bumps or sometimes holes in it. You can experience this effect on your models after setting too few top and bottom layers in Z-SUITE.
Z-SUITE automatically adjusts the optimal amount of top and bottom layers according to the infill density and layer thickness settings so that pillowing is effectively avoided. Therefore, changing the settings can sometimes have a negative influence on your 3D print. If you change the default number of these layers, you risk having quality problems.
Sometimes the problem of pillowing is caused by a faulty heater. If your prints have bumps and holes in them, but you haven’t changed the settings in Z-SUITE, consider replacing the heater & thermocouple. See the manual:
Heater and Thermocouple Replacement.
The Size of Holes is Too Small
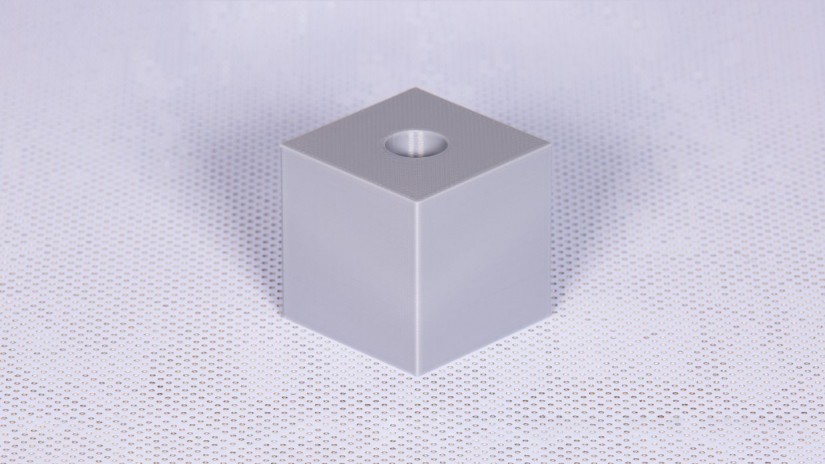
While designing holes in your model, you have to keep in mind that the designed hole should be bigger than the one which will be printed. The hole should be ~0,3mm bigger than the one you want obtain.
You can redesign your model or use go to Advanced options in Z-SUITE and increase the value of Holes offset (in mm).
Burn Marks on the Model
Maintenance work is crucial in order to achieve high quality prints every time. Some parts require maintenance before each print and some every few hundred working hours. Therefore, no maintenance work can have a negative influence on your prints.
If you notice burn marks on the surface of a model, there may be some problems with the nozzle in your printer or the nozzle may be covered with material residues.
There are two ways to solve this problem. You can either clean the nozzle by scrubbing it with a spatula and then putting it in a container with acetone, or replace it. See the manuals: Nozzle Cleaning or Nozzle Replacement.
Our maintenance manuals provide thorough and precise instructions connected with keeping your devices in good condition. There is also a maintenance guide which shows specific rules for maintenance work of Zortrax printers.
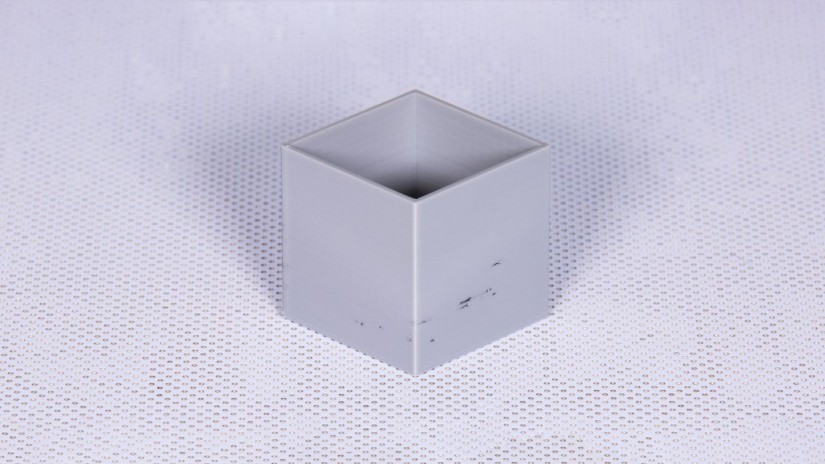
Material Deficiency in the Model
Technical problems are common causes of serious printing issues. Worn or damaged replacement parts can have a negative influence on the final look of a model. For example, a damaged extruder cable will cause extrusion problems.
Therefore, if the extruder does not supply enough of material, you will surely notice it in your print. There will be a visible lack of the material in the top and bottom part of your model.
The recommended solution for deficiencies in a print is to replace the extruder cable. See the manual: Extruder Cable Replacement.
Irregular Walls
Another printing issue is caused by different technical problems.
The heater and thermocouple are responsible for providing sufficient temperature while the material is being melted in the hotend.
Therefore, improper temperature may influence the final effect and cause some irregularities in the structure of a model.
To solve this problem, replace the heater and thermocouple. See the manual: Heater and Thermocouple Replacement.
If replacing the heater and thermocouple doesn’t help, replace the extruder PCB.
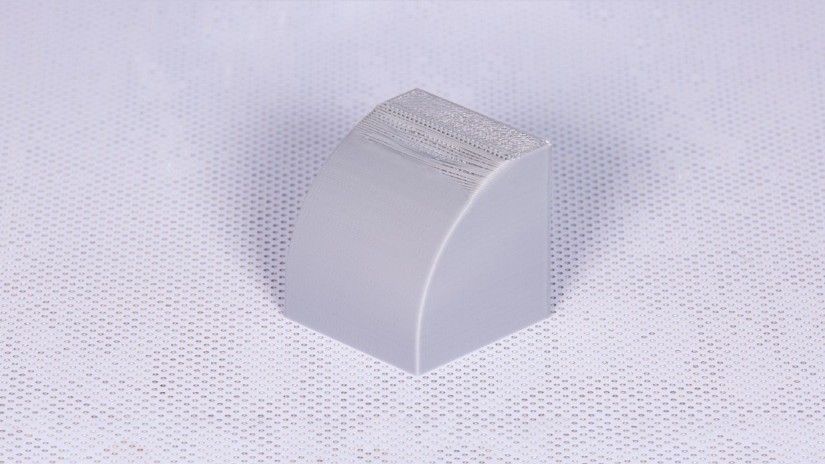
Stringing

Another undesired effect of overheating is called stringing or, in other words, “hairy prints.” Stringing is especially visible on models with thin parts that are arranged at a certain distance from one another. This effect occurs when the material becomes too liquid due to overheating, and it leaks through the nozzle when the extruder is making a non-print movement.
Stringing appears when the printer is unable to control the proper material melting temperature in the hotend. If you notice strings on your model, the heater and thermocouple may be faulty.
In order to prevent stringing, at first try cleaning the nozzle and increasing the Fan speed in Z-SUITE. If that does not help, replace the heater and thermocouple. If replacing the heater and thermocouple doesn’t improve the quality of your prints, consider replacing the extruder PCB.
Shifted Layers
If layers on your model become shifted during the printing process, you need to carry out some maintenance work connected with the axes. This printing issue is caused by loose pulleys on the X or Y axis motor.
This maintenance procedure is simple – tighten the screws on the pulleys on the X or Y axis motor. See the manual:
Axes Maintenance. If that does not solve the problem, perform the procedure of axes maintenance with jigs.
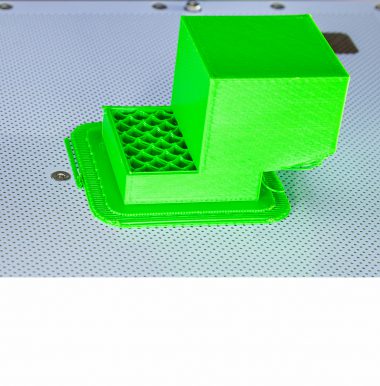
Unfinished Print
When you come back to your printer to see the results of your 3D print and all you can see is a fragment of your previously designed model, there is likely to be a problem with the material spool you used.
The prints lack some of their parts when:
- the material gets tangled up on the spool,
- the material simply runs out,
- the material gets blocked in the extruder,
- the SD card reader or the display set is broken.
To avoid having to reprint the model, make sure that the material is not tangled and you’ve prepared a sufficient amount of it to print a given model.
If there is a blockage in the extruder (the material does not load and you can hear a clicking sound while loading), at first clean the nozzle according to this manual. Additionally, carry out the extruder maintenance. Follow the steps from this manual.
If the problem is caused by a faulty display set, replace it according to this manual.
Extrusion Problems
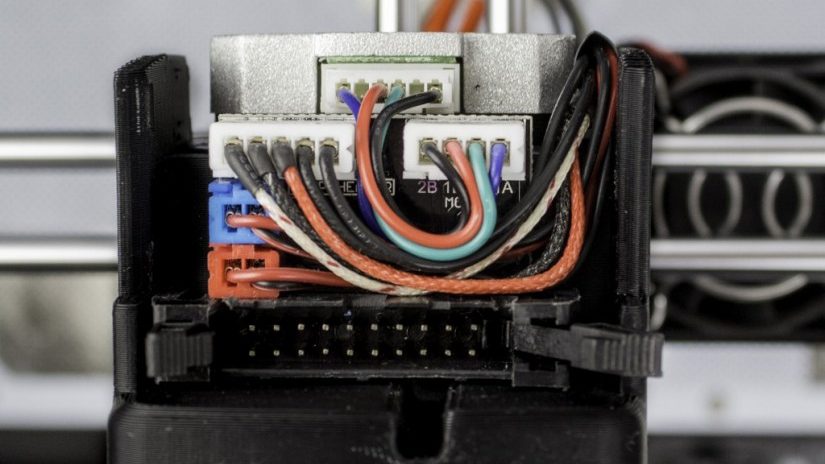
If you can hear a clicking sound coming from the extruder motor during the material loading or printing, at first check if all cables are properly connected to the extruder PCB. See the picture.
If the cables are connected properly, check if there are no material remains in the extruder (see the manual Extruder Maintenance) as well as in the nozzle (see the manual Nozzle Cleaning).
If the problem still occurs, the extruder cable is probably damaged. Replace it according to this manual: Extruder Cable Replacement.
If replacing the extruder cable doesn’t help:
- replace the heater and thermocouple. See the manual: Heater and Thermocouple Replacement,
- replace the extruder PCB.
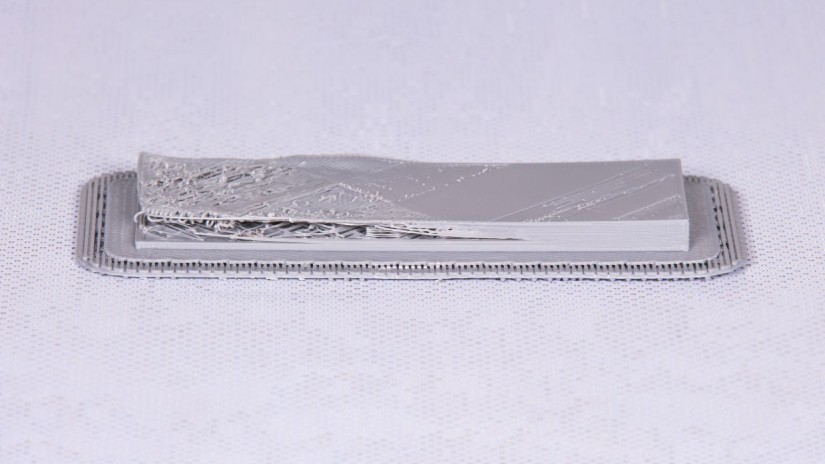
Raft Does Not Stick to the Platform (Warping)
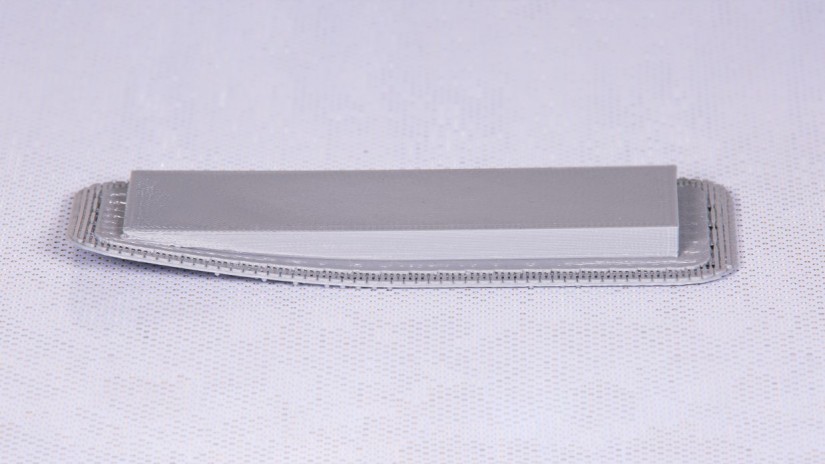
The first few layers of material, which begin the whole printing process are called RAFT. These layers are always printed before the main object and have a larger area than that object. Once the printing is done, the RAFT needs to be removed from the platform together with the rest of the model. The raft enhances the adhesion of the whole print to the platform and reduces the risk of warping.
Therefore, if the raft does not stick to the platform properly, the whole model may get deformed during the printing process. This issue occurs especially when printing large models or when the printer is exposed to draughts. Also, lack of platform maintenance can have a negative influence on the adhesion of the model.
To solve this problem, you should calibrate the platform and carry out platform maintenance. See the manuals: Platform Calibration and Platform Maintenance.
Remember to avoid draughts in the print room and print at a temperature between 21 and 28° C [70 – 82° F]. Use the side covers to keep a stable temperature inside the printing chamber.
Delamination of Layers (They Split Apart)
Good printing conditions are very important for a model’s good quality. Always print in a room with little air flow, at a stable room temperature. Layers of material need proper temperature to stick to one another.
The problem of delamination of layers and cracks on the model often happens with large models when the printer is exposed to draught, or when you use an improper material.
Keep in mind that it is necessary to avoid draughts and print at a temperature between 21 and 28° C [70 – 82° F]. Use the side covers to keep a stable temperature inside the printing chamber. To avoid cracking, use materials with low shrinkage.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}