Maintenance work should be regular in order to keep the printer in good condition and achieve high quality prints every time. Some parts require maintenance before each print and some every few hundred working hours. All maintenance activities do not take much time and are not complicated. Before commencing any repair, it is extremely important to turn off the printer and let it cool down. Remember to always wear safety gloves and glasses.
The following tables present maintenance and repair guidelines connected with each section of the Zortrax M200, together with specific check points, necessary activities and their frequency.
Main
| ACTIVITY | FREQUENCY |
| Cleaning the machine, its interior and surroundings, especially the bottom plate under the platform | Before each printing |
| Cleaning the motherboard and the power supply unit from dust using compressed air | Every 300 working hours |
Hotend
| ACTIVITY | FREQUENCY |
| Checking if the hotend and the nozzle are not clogged | Before each printing process |
| Cleaning the nozzle | After finishing one spool of material |
| Checking if the screws that secure the heater and thermocouple are tightened | Every 300 working hours |
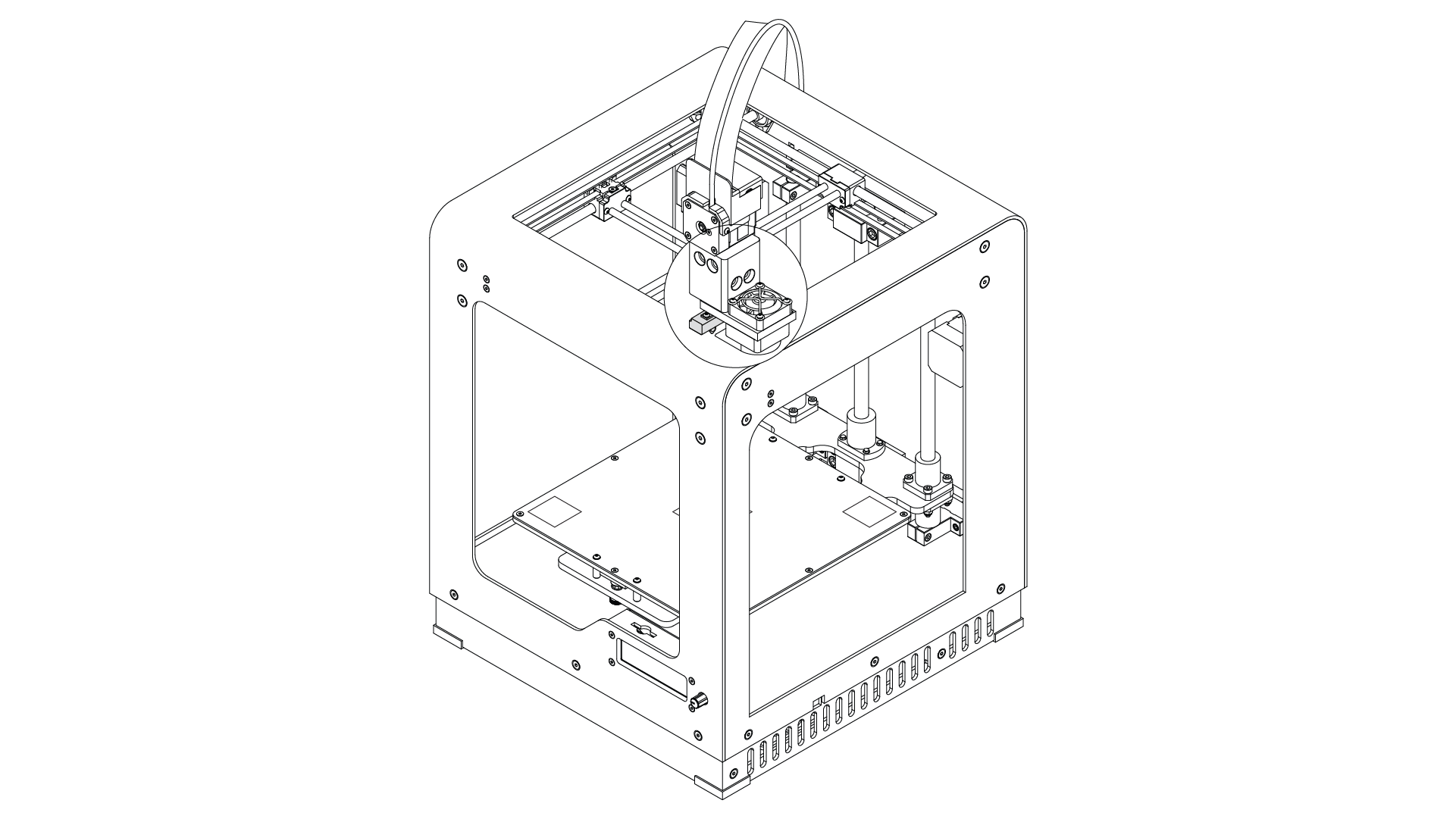
Platform
| ACTIVITY | FREQUENCY |
| Cleaning the perforated plate | Before each printing process |
| Checking the perforated plate for deformation | Before each printing process |
| Calibration | Every 200 working hours |
| Cleaning the heatbed and the underside of the perforated plate | Every 300 working hours |
X/Y Axes; Extruder Guide Rails

| ACTIVITY | FREQUENCY |
| Checking if the axes and the extruder guide rails are clean from material remains and dust | Before each printing process |
| Checking the tension of the drive belts on the X/Y axes | Every 300 working hours |
| Checking the tension of the drive belts between the motors and the X/Y axes | Every 300 working hours |
| Checking if the screws on the X/Y axes and the motor pulleys are tightened | Every 300 working hours |
| Checking if the extruder moves freely when the printer is off | Every 300 working hours |
| Lubricating the X/Y axes and the extruder guide rails | Every 200 working hours |
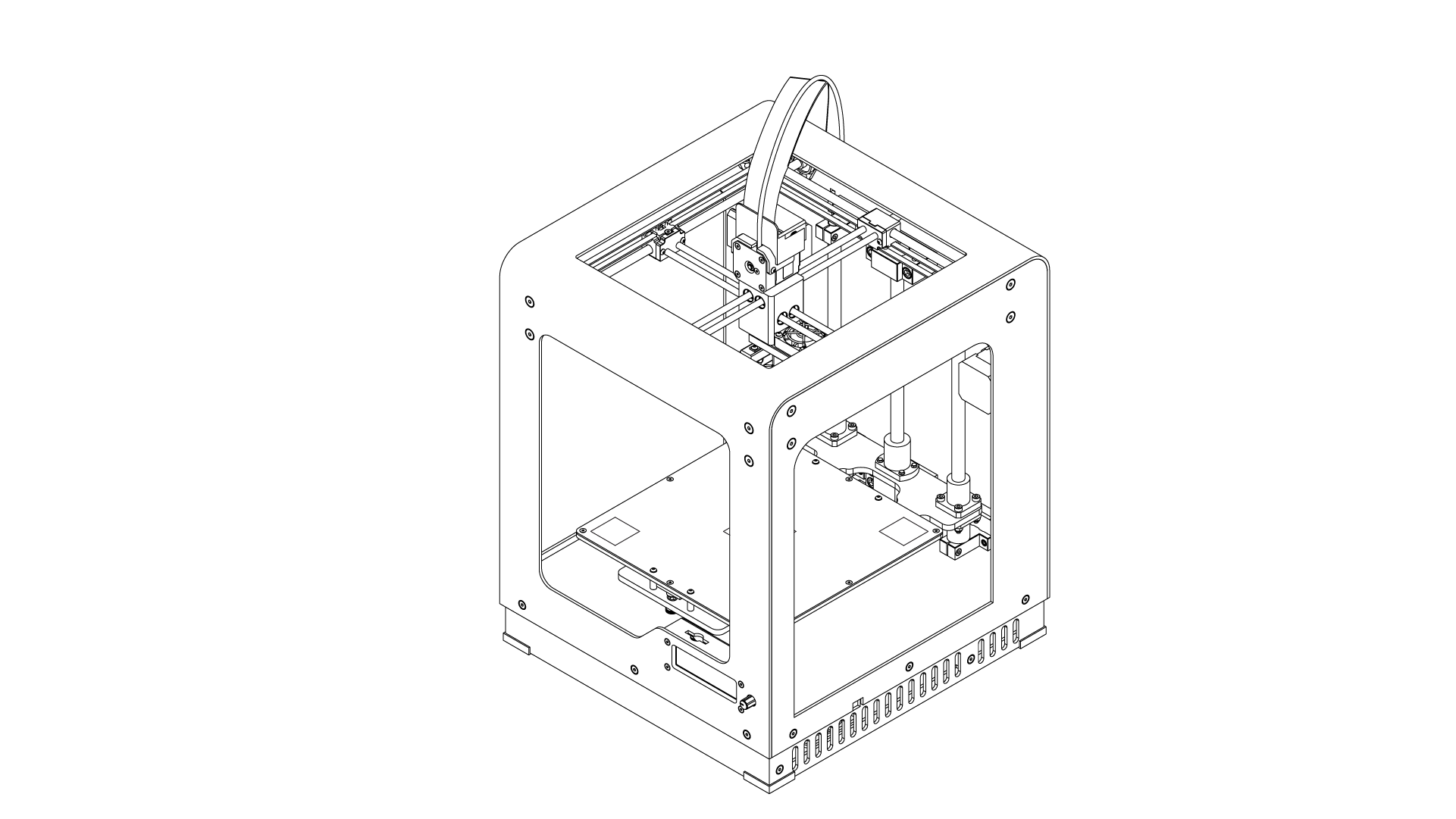
Extruder
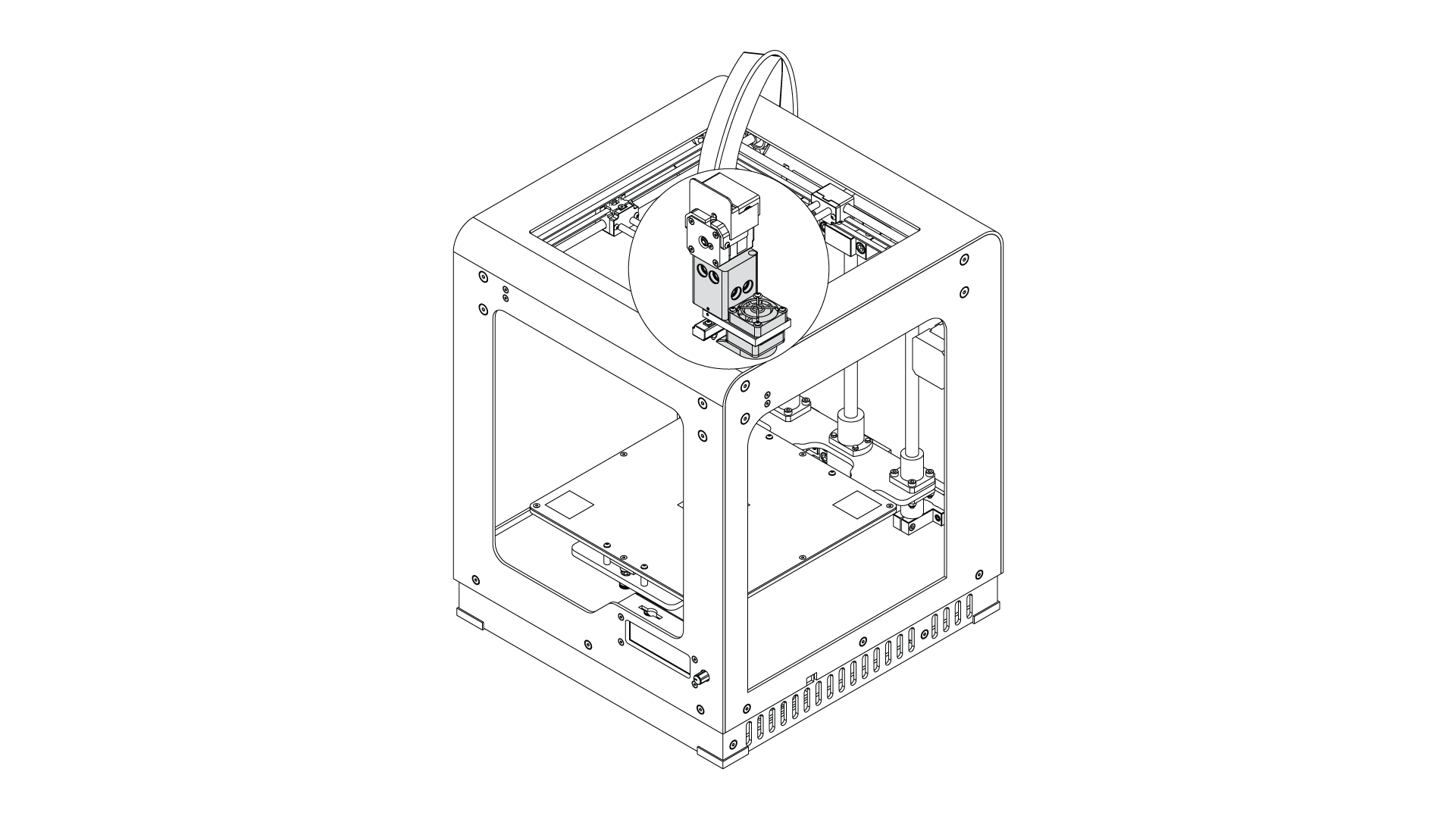
| ACTIVITY | FREQUENCY |
| Checking if the extruder top cover and the material guide are properly installed | Before each start-up of the printer |
| Checking if the material guide is properly secured to the extruder cable with the material guide clamps | Before each start-up of the printer |
| If you use the HEPA Cover, check if it does not press the extruder cable | Before each start-up of the printer |
| Checking if the extruder cable is properly plugged into the extruder PCB | Every 300 working hours |
| Checking if the extruder PCB is properly secured to the extruder block | Every 300 working hours |
| Checking if the pins on the extruder cable connector are clean | Every 300 working hours |
| Checking if the screws that secure the hotend are not loose, and, if necessary, tightening them | Every 300 working hours |
| Removing the material remains and lumps from the extruder | Every 300 working hours |
| Checking if the fans are working | Every 300 working hours |
Z axis
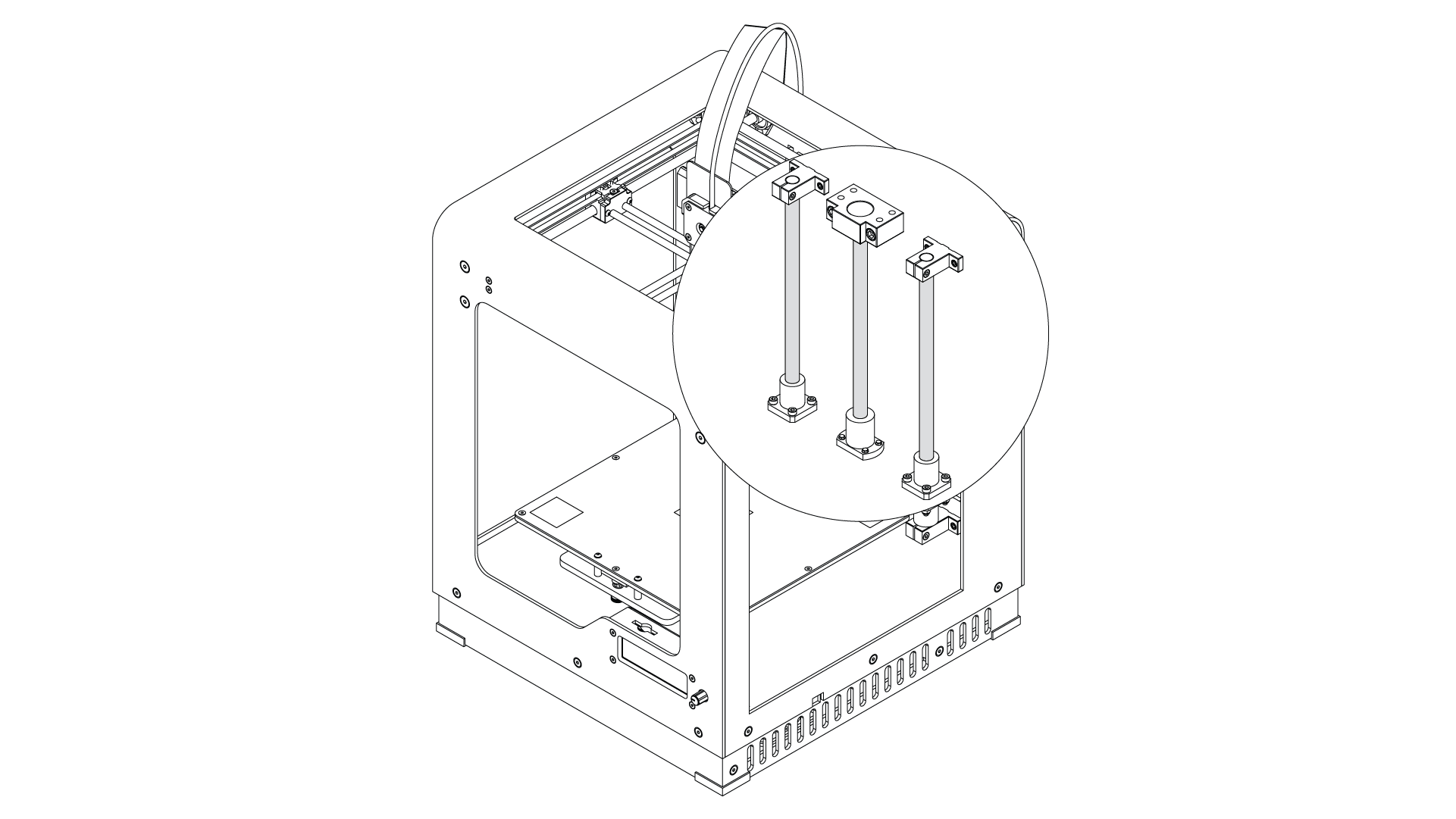
| ACTIVITY | FREQUENCY |
| Checking if the Z-axis screw and rails are clean from material remains | Before each printing |
| Lubricating the Z-axis screw and rails | Every 400 working hours |
Suggested Part Replacement Time
The table shows approximate replacement time of components that are exposed to natural wear and tear. In order to maintain the printer in good condition and to provide the highest priting quality, it’s advisable to replace particular components after an appropriate period of time indicated in the table.
NOTE! The lifespan of particular components highly depends on the type of filaments you use most often.
| Nozzle | Hotend | Perforated Plate v2 | Extruder Cable | Heater and Thermocouple | Extruder Fans 40×40 |
| Every 250 working hours | Every 350 working hours | Every 700 working hours | Every 500 working hours (when using Extruder Printed Cover v2) | Every 400 working hours | Every 500 working hours |