Zortrax Apoller is a post-processing device used for smoothing down layers characteristic for items 3D printed in the LPD/FDM technology. The smoothing effect is achieved through vaporization of solvents, acetone or butanone (MEK), that react with the thermoplastic used for 3D printing. The device operates in a system called Smart Vapor Smoothing (SVS), thanks to which vapors of a chemical substance circulate inside the air-tight chamber, and then are condensed. Once the smoothing process is finished, the remaining liquid solvent is retracted from the chamber and can be used during next processes.
This article compiles useful tips and tricks that can help you optimize the smoothing process and produce desired effects. More guidelines on operating the Zortrax Apoller can be found in the User Guide.
| Only pure acetone and pure butanone (MEK) are supported and safe to use. Using other solvents may be dangerous and should not be attempted. It will also result in voiding the warranty. |
| Every unit requires an annual inspection conducted by the Zortrax Authorized Service to keep the ATEX certification valid and ensure safe operation of the device. |
Smoothing Effect
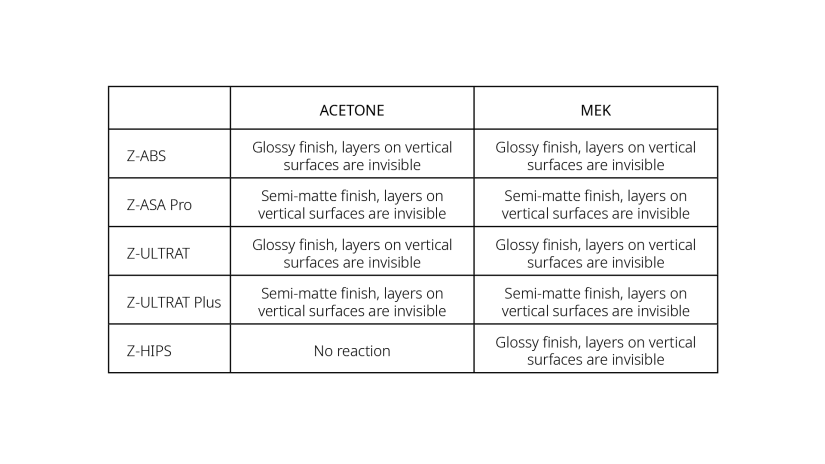
The Zortrax Apoller removes visible layers from items 3D printed with Z-ABS, Z-ULTRAT, Z-ULTRAT Plus, Z-ASA Pro, and Z-HIPS, or their third-party equivalents. However, materials produced by other companies may bring slightly different effects during the smoothing process. The table specifies the final effects of the surface finish on models printed with Zortrax materials.
If you want to obtain a stronger smoothing effect, use the HIGH option while selecting the smoothing intensity in the menu. Also, butanone (MEK) provides slightly more intense effects than acetone.
It is not recommended to use the same models during multiple smoothing processes to increase their smoothing effect. It will surely have a negative influence on their surface quality.
Smoothing Process

Models intended for smoothing can be placed on the glass platform in the device or can be suspended on the hooks in the grid installed in the chamber. You can use both methods during one smoothing process, but remember to keep proper spaces between models (3-5 cm [1.2-2 in]). If you put too many models inside the chamber or you don’t keep spaces between them, the vapors circulation will be interrupted and the smoothing effect will be uneven. It is also important to place models 5 cm [2 in] away from the chamber walls.
If there are some parts of your model that you want to protect from being smoothed, cover them with kapton tape. The tape has good resistance against solvents and is able to withstand high temperatures that occur during the smoothing process.
Post-Processing

Removing residues
Support structures, material residues or any surface imperfections should be removed from the 3D printed object with a scalpel, knife or pliers before smoothing in the Zortrax Apoller. It is not recommended to remove residues or defects with sandpaper because marks which remain after sanding will be clearly visible on the model’s surface after the smoothing process.
Still, if you decide on sanding your model, use sandpaper with as fine grit as possible. Once you finish sanding, wipe the object with a wet cloth to remove dust.
Gluing parts
Models which consist of several parts should be glued before the smoothing process, preferably with the same substance that will be used for smoothing. Thanks to that, the risk of damaging the bond between parts during the smoothing process will be reduced, and the connection will be less visible afterwards.
Prepare a colorless brush. Use the brush to cover the parts which you want to glue together with acetone or butanone (MEK). Connect both parts and wait until they bond. The model glued in such a way is ready to be smoothed in the Zortrax Apoller.

Painting smoothed parts
Before painting, the already smoothed part should be covered with a coat of primer to ensure better adhesion of the paint. You can also roughen the part’s surface by sandblasting it with very fine particles.
Moveable mechanisms
Moveable mechanisms, including gears, bearings or hinges, usually retain their capacity to move after the smoothing process. However, mechanisms in which there is a large contact area between individual elements may not move after smoothing. In that case, separate the glued surfaces by slightly “cracking” the mechanism.
Other Tips

Launching the next smoothing process
If you want to launch one smoothing process after another, make sure to cool the platform to room temperature. The smoothing may not be conducted properly when the platform has not cooled down.
Micro-cracking on Z-HIPS models
Models printed with Z-HIPS can sometimes have micro-cracks on their surface after the smoothing process. If you notice small white lines on your part, use a heat gun to remove them. Set the device to ~100° C [212° F].



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}